破碎機優越生產廠家
專業生產破碎機、篩分機、砂石生產線



 服務熱線
服務熱線
當前位置:首頁>媒體中心>產品百科>錘式破碎機錘頭失效的原因分析及處理辦法
來源: 發表時間:2015-05-05 08:58:41 點擊次數:【】
錘式破碎機的主要易損件是錘頭。一般認為,90—125kg的錘頭為大型,25kg以下為小型,其余為中型。大屯水泥廠一般使用25—50kg錘頭。錘頭磨損失效方式多以沖擊鑿削為主,伴有沖刷顯微切削磨損。
錘頭失效的宏觀特征是錘頭磨損和斷裂。錘頭磨損是正常現象,它發生在錘頭的表面、頂端及錘孔和錘軸間的摩擦面。磨損的微觀形貌表現為沖擊坑和切削犁溝。錘頭的斷裂破壞是不正常的。
被破物料與高速旋轉的錘頭相沖擊,如以正向沖擊時,其沖擊力全部轉化為對錘面的壓應力,使錘頭金屬表面產生塑性變形和微裂紋,在反復多次塑變情況下裂紋擴展,金屬受擠壓形成碎片脫落,導致沖擊磨損,沖擊力大時,錘頭表面可產生加工硬化,硬度較大,硬化層較深。如以一定沖擊角度進行沖擊,則沖擊力分解為垂直于錘面的法向應力和平行于錘面的切向應力,對錘頭表居金屬產生顯微切削、印刷,使金屬表面磨損,形成切削溝槽。
新一代單段沖擊式錘式破碎機錘頭在工作時本身承受著離心力、承受著礦石的強烈的反作用力,還有錘孔與錘軸之間接觸的摩擦應力和拉伸刀,這些力都會對錘頭產生破壞作用。
錘頭磨損屬正常現象,錘頭的斷裂破壞是非正常的。其原因主要是材質選擇及制造工藝的缺陷,使錘頭本身強度及塑性不足,產生應力集中,或使用不當等因素造成。
①根據捶頭大小不同及使用的工況條件不同,選擇適宜的材質制造錘頭。對于12kg以下的錘頭,應選擇有一定韌性,以硬度大為主導的材料;對于50kg級錘頭,應選擇高韌性超強高錳鋼制造錘頭,其屈服強度要達到450N/mm²,初始硬度要達到HB260-300;對于大型破碎機90kg和125kg錘頭,必須選用高韌性材料,并輔以其他綜合性能。當今錘式破碎機使用的村質及制造工藝方法很多,但基本屬于鑄造、鍛造、堆焊、組合四大類若干種材質。簡介如下:
a)復合型高錳鋼錘頭:在普通高錳鋼錘頭的主要磨損部位加入GT35合金塊(含C0.6%,Cr2.0%,Mo2.0%,TiC35%,Fe60.4%,HM=1030,αk=3-5J/cm²),利用高錳鋼的高韌性和CT35合金塊的耐磨性的良好匹配,延長錘頭使用壽命,制成復合型高錳鋼錘頭。
b)高錳鉻鋼鑄造錘頭:在高錳鋼的基礎上,加入一定量的鉻,提高其原始硬度,特別是提高屈服極限而無損于抗拉強度和延伸率,提高耐磨性而避免其塑性變形。德國O&K公司產CXl20Mn12CDIN.N.13401高錳鉻鋼含有C1.10%—1.30%,Si0.30%一0.50%,Mn12.0%—13.0%,Cr1.5%—2.0%,熱處理硬度(HB)為200—260;丹麥FLS公司產Maf330+1%Cr高錳鉻鋼含有C≤1.20%,Si≤0.40%,Mn≤12.0%,Cr≤1.0%,HB≤229;日本粟米鐵工所產SM高錳鉻鋼含有C0.30%—0.90%,Si<0.80%,Mn11.0%—14.0%,Crl.5%—2.5%,HB>190。
c)合金鋼鍛造錘頭。德國O&K公司選用450鋼,洪堡(KHD)則選用30crMo9v,美國ESCO公司選用12S。這三種合金結構鋼材料都不同程度自有鉻(cr),鉬(Mo)等合金元素。鍛造工藝過程大體是:精煉合金鋼水注成鋼錠一鍛造開坯—模鍛成型—調質處理一錘孔等加工—錘頭打擊區熱處理—無損探傷。
d)復合鑄造的高鉻鑄鐵錘頭。它是在合金結構鍛造的錘柄上,復合澆鑄上高鉻鑄鐵,使錘頭受沖擊摩擦的部位為高鉻鑄鐵樹料,使錘柄部分有足夠塑性,睡頭端部有極高硬度和耐磨性能。
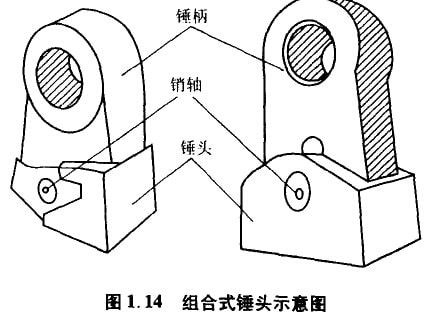
e)組合式錘頭。設計者將錘頭端部受沖擊易磨損部分制成活動件,使維修者不必卸下整個錘頭,只要拆裝沖擊頭部的銷軸,即可快速更換錘頭端部易損件。該錘頭的材質以選用高鉻鑄鐵為多,也可選用其他耐磨材料。組合式錘頭式樣如圖1.14所示。
②錘頭延壽方法:
a)為了提高錘頭耐磨性,在其工作面上涂焊一薄層硬質合金。
b)錳鋼制的錘頭磨損后,可用錳鋼焊條堆焊的方法進行修補。中鉻、高鉻材質錘不易修復。
在錘頭頂部堆焊過程中,可向堆焊金屆中引入成分為1.2—1.5mm不等軸顆粒狀列立特加固硬質合金,而基礎合金為專用的高鉻鑄鐵。添加列立特時,沿錘頭頂部填入,使錘頭頂部獲得較多硬質顆粒。
也可采用堆焊膏堆焊。即在堆焊表面敷上一層厚度為5mm的堆焊膏,經5—12h的干燥后,用φ10mm的鍍銅碳極使之熔化,錘頭接正極,用直流正接法堆焊,電流為400—450A,堆焊層厚度為2.5-3.5mm。
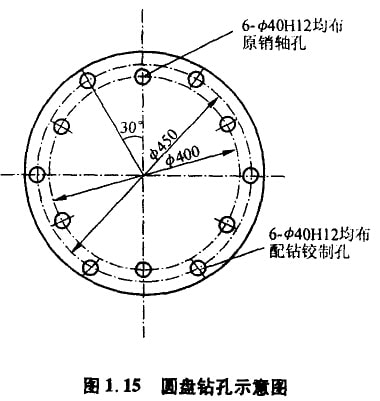
c)對破碎機轉子部的端部圓盤和中間圓盤進行改進,提高錘頭的利用率,相對延長遠頭的使用壽命。以PC800mm x 800mm型錘式破碎機為例,可在端部圓盤和中間圓盤上配鉆6個φ40mm銷軸蝕孔,均布在φ450mm的圓周上,與原銷軸孔錯開30°圓心角布置,見圖1.15。把經過正反兩次交替使用后不能在原來位置上繼續工作的空套錘頭、銷軸及間隙竟拆下,與新配站的6個φ40mm軸孔組裝起來,以保證轉子平衡。重新調整錘頭與篩條、破碎板和篩條與篩條之間的間隙后繼續使用此時錘頭頂點位置在φ820mm圓周上,錘頭線速度略高,打擊力略降,但可通過調整進機物料粒度加以解決。即:將入料粒度由≤120mm調至≤100mm就可以正常工作。據介紹,改進后錘頭可正反交替使用4次,睡頭壽命延長13d,年錘頭耗用量節約2/5。最后卸下的“錘頭”,用合金鋼焊條堆焊或整形處理后可繼續使用。
上一篇:鋼渣的利用及利用中存在的問題
下一篇:球磨機介質工作理論須研究的問題

