破碎機優越生產廠家
專業生產破碎機、篩分機、砂石生產線



 服務熱線
服務熱線
當前位置:首頁>媒體中心>產品百科>顎式破碎機配件常見問題答疑
來源: 發表時間:2015-04-23 09:58:34 點擊次數:【】
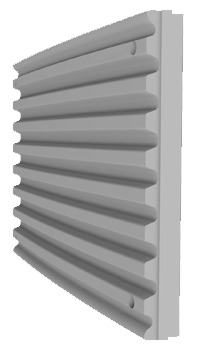
主要表現在顎板中下部,特別是在下1/3處磨損最為嚴重,上部則磨損較少。齒板表面的齒形磨平后就失去了破碎能力,不能使用。在掃描電鏡下觀察發現,齒板表面被擠壓成凹凸形貌,隨后又被磨料推擠形成壓舌磨面,在磨面上可看到很多磨料尖角短程滑動造成的磨痕,并可看到齒板表面有微裂紋。
動靜顎板磨損是正常的,但在短時間內顎板就磨損失效,則屬不正常現象。究其原因主要有:
①物料性質如易碎性、硬度、入料粒度、密度等發生了變化,而破碎們未做及時調整;
②活動顎板與固定顎板門的夾角即鉗角α增大,超過正常范圍(18°-22°);
③偏心軸轉速過快,動顎板擺動次數太多,已破碎了的物料來不及全部卸出,導致破碎腔堵塞現象,加速了顎板磨損;
④顎板材質不適應,自身強度及耐磨性、抗沖擊性不佳或顎板與機體表面接觸不平穩。
①對每批進機物料進行抽檢,發現物料性質有較大幅度的波動時,及時調整破碎機的各項主要參數如鉗角、偏心軸轉速、產量和電動機功率等,使之與進機破碎物料相適應,減少顎板的磨損。
②新裝顎板注意固緊,并確保顎板與機體(動、靜顎)的表面接觸平穩。可在兩表面之間墊一層鉛板、膠合板、水泥砂漿等塑性較好的材料。對動顎板和靜顎板的裝配要求是一個顎板的齒峰對洼另一個顎板的齒槽,即活動顎板與固定顎板處于基本嚙合狀態。
③顎板要選用硬度高的材質以抵抗擠壓顯微切削失效;選用有足夠韌性的村質,以抵抗鑿削撞擊產生的疲勞失效。通常選用含錳12%-14%的高錳鋼(ZGMnl3)鑄成顎板。小型顎式破碎機也可用白口鑄鐵制造顎板,同時在齒板結構上進行改進,減少物相與齒板的相對滑動。由于顎板通常被制成上下對稱形狀,故可在小修時將下部已磨損了的顎板倒置過來使用。大型顎式破碎機顎板是由幾塊拼成的,可以互換使用,以延長顎板的使用壽命。
④擁有礦山破碎工藝線的水泥企業,可以將礦山粗碎和水泥廠細碎的同型磨損顎板相互對換,替代新顎板繼續發揮作用,而不必棄舊換新。
⑤對于已磨損失效的顎板,可采用堆焊的辦法,使齒形復原。修復時可采用電弧焊,也可采用自動埋弧堆焊。
a)Mnl3鑄鋼顎板的修復。常用焊條為D256、D266、D276、D277等。選用特種耐磨焊條,效果更佳如wc碳化鎢焊條、TDO-3耐熱耐磨焊條等。
堆焊時宜采取“小電流、小焊道、不連續”堆焊法,即焊一定長度在焊道紅態即用錘快速擊打焊道,減少收縮應力,隨焊隨澆水,快速冷卻,改善抗磨性。
b)非Mnl3材料顆板的修復。可用氣焊填充硬焊絲材料進行堆焊,如50cr3、13crl3等都取得較好效果。
①油管堵塞,潤滑油脂流動不暢;
②油管漏油,供油壓力不足;
③潤滑油太臟,混有雜物;
④軸瓦與軸之間的間隙太小;
⑤潤滑油選擇不合適,粒度太大或太小;
⑥在冬季起動前沒有開油溫加熱器,油太粘;
⑦在夏季,從油泵打出的潤渭油沒有通過油冷卻器,或油冷卻器發生故障,如水管堵塞、流水不暢、斷水;
⑧軸承循環冷卻水裝置發生故障,如堵塞等;
⑨排料口調得太小(推力板太長)使偏心軸受力太大;
⑩傳動皮帶拉得太緊,軸承受力太大。
推力板又稱推動板、肘板等,其主要作用如下:
①支撐活動顎板,并將破碎力傳到機架后壁。
②更換不同尺寸的推力板,可以調節破碎機排出口的大小。
③是整個機器中的保險裝置。喂料時,當落入太硬的難以破碎的物料塊或一般不能破碎的金屬塊等雜物時,推力板自行斷裂,以保護其他零部件免受損壞。因此,有時還稱推力板為安全板,就是這個道理。
推力板是整個機器中構造最簡單、成本最低、易于制造和更換的零件。通常用強度較低的灰口鑄鐵制成。其斷面尺寸應該使其強度足以傳遞正常的應力,而不能傳遞機器超員荷時產生的應力。
顎式破碎機齒板的磨損屬于鑿削式磨損。以PZ50-500型顎式破碎機齒板為例,齒板材質是經水韌處理的標準高錳鋼。在掃描電鏡下觀察齒板磨面可以看出,齒板表面被擠壓成凹凸部分材料,隨后又被磨料推擠形成壓舌磨面,在磨面上可以看到很多磨料尖角短程渭動造成的磨痕,并可看到齒板表面有微裂紋。
經過分析,齒板磨損的主要原因是磨料相對齒板短程滑動、切削金屬造成磨屑和磨料反復擠壓引起齒板材料多次變形,導致金屬材料疲勞脫落,磨損失效過程是:
①物料多次反復擠壓鑿削齒板,在齒板區表層,或在擠壓金屬的突出部分根部形成微裂紋,此微裂紋不斷擴展到相連,造成表面金屬材料脫落,形成磨屑。
②物料反復擠壓,造成齒板金屬材料被局部壓裂或翻起,其碎裂或翻起部分又隨著擠壓撞擊的物料一起脫落形成磨屑。
③物料相對齒板短程渭動,切削齒板形成磨屑。
因此從耐磨材料上控制齒板磨損主要是硬度和韌性。材料硬,物料擠壓深度淺,材料變形小,物料對材料短程滑動的切削量也小。材料韌性好,抵抗斷裂能力強,可消除擠壓撞擊過程中脆性斷裂,提高抗疲勞變形開裂能力。
顎式破碎機的大小規格不同,進料粒度、銳度不同,對齒板的擠壓、撞擊力不同,大中型擠壓力大,除應考慮材料的抗擠壓力和抗滑動切削外,還應考慮受撞擊時的沖擊刀及彎曲應力。因此大型齒板選材應選用韌性高、綜合性能好的材質。
從上還磨損失效分析可知,對于齒板材料應選擇硬度高的村質以抵抗擠壓、顯微切削失效,選擇足夠韌性的材質以抵抗鑿削撞擊疲勞失效。同時從齒板結構上進行改進,以減少物料與齒板的相對滑動,這不僅對提高生產率有益,而且對提高材料的使用壽命也有益。
造成地腳螺栓斷裂的原因主要有:
①破碎機內夾有大量石塊,重載強行起動時,地腳螺栓承受較大剪切應力導致螺栓折斷。
②機器載荷振動或減振木板在地坑中腐爛導致螺帽松動,整個機架作前后運動,磨損了螺栓,設備帶“病”工作,又未及時發現,最終導致螺栓斷裂。
③破碎機軸承損壞,運行中偏心負荷增大,導致螺栓斷裂。
①拆除原混凝土基礎,更換地腳螺栓,重新澆注基礎。
本方案適用于地腳螺栓折斷較多,基礎有裂紋,且裂紋較大,繼續使用隱患較多的破碎機。具體做法和步驟是:
a)拆除原地腳螺栓混凝土基礎,取出全部螺栓,并清理好現場工作面;
b)找正機座后,更換全部地腳螺栓;
c)進行地腳螺栓基礎灌漿,待混凝土達到強度后裝機,擰緊地腳螺栓,復查無誤后進行下道工序;
d)用錨定式活動地腳螺栓時,應埋設合適的預留管。灌漿一般采用細碎石混凝土,地腳螺栓孔內應先塞入厚度約為100mm的浸油麻繩或全部灌滿干砂,
②平移破碎機,在原混凝土基礎上鉆孔,用樹脂砂漿錨固地腳螺栓。要求螺栓錨固深度為12d,螺栓根部可不做彎權,孔徑孔深分別要大于螺栓直徑和錨固深度10mm。主要施工流程為:準備——清理基礎表面——放線定位——鉆孔——清理成型孔和螺栓——向孔內倒入樹脂砂漿——插入螺栓對中找平——固定螺栓——養護(>15℃,72h)。
③將破碎機吊離混凝土基礎200-300mm后,沿折斷地腳螺栓周圍鑿開一長寬約200mm、深約250mm的孔洞。將螺栓在距基礎頂部約150mm處割斷,用2—4根同材質綁條(強筋)將新加工螺栓與舊螺栓焊接在一起(新螺栓材質、直徑與舊螺栓相同。焊縫長度每端25d,厚度大于10mm)。接長螺栓后自然冷卻至常溫,清理焊渣,澆注環氧樹脂混凝土搗固。2h后點火,在60-85℃下烘烤養護5h,即可開機試車。
④在破碎機機座的前后各澆一混凝土,并在靠機座—側各預埋一條14號槽鋼,機座與槽鋼之間留有5—lomm間隙,然后將折斷的螺栓按方案修好,擰緊螺因,在機座與槽鋼間用斜鐵加緊即可。


